Ⅰ การกำหนดค่า/เครื่องมือที่แนะนำ:
1. ระบบกำจัดไอเสียและฝุ่น
2. คีมปากแหลมและปลายแหลม (ตัดลวดที่รั่ว)
3. ชอล์กทำเครื่องหมายยาง (ทำเครื่องหมายตำแหน่งของบาดแผล ความกว้างของดอกยาง ฯลฯ)
4. สารหล่อลื่นล้อขยาย (ใช้เป็นประจำ)
5. ตารางพารามิเตอร์ยาง (ป้อนตารางการกำหนดค่า PC ล่วงหน้าและเรียกมันออกมาโดยตรงเมื่อขัดเงา)
6. ไม้บรรทัดวัดฐานดอกยาง/เครื่องวัดความลึกลาย/สายวัดแบบยืดหยุ่น (สามารถใช้สำหรับการตรวจจับแบบค่อยเป็นค่อยไป)
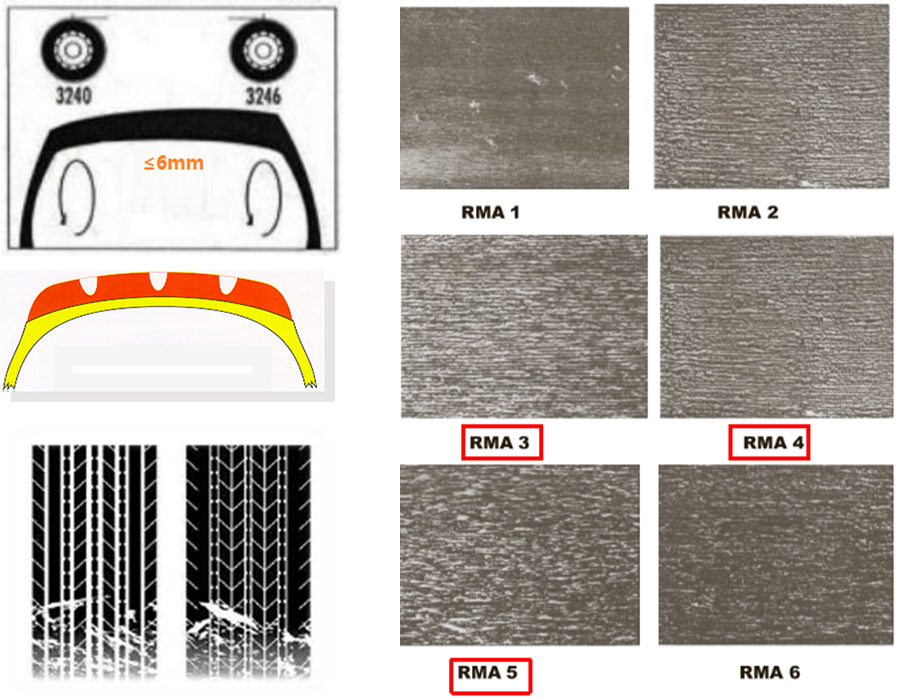
7. แม่แบบความหยาบในการเจียรมาตรฐาน RMA (ใช้ตัดสินการสึกหรอของหัวเครื่องมือเจียร)
8. แว่นตากันแสงด้านข้าง with
9、รองเท้านิรภัย
Ⅱ เงื่อนไขการดำเนินการ:
1. แรงดันลมอัด: 5 ~ 8kg/cm
2. แรงดันลมยาง: 1.5 กก./ซม.2
Ⅲ มาตรฐานคุณภาพของตำแหน่งขัด:
1. หลังจากบดยางแล้ว ควรรักษาพื้นผิวการเจียรด้วยชั้นยาง 1.5 ~ 2.5 มม.
2.หลังจากเจียรแล้ว พื้นที่เส้นยางสำหรับที่เดียวต้องไม่เกิน 1% ของพื้นที่สึกหรอของยาง;
พื้นที่นอกทั้งหมดต้องไม่เกิน 2% ความลึกของเส้นขัดไม่ทำร้ายชั้นผ้าสายไฟ
3. หลังการเจียร รูเจาะยางและข้อบกพร่องอื่น ๆ ของยางแต่ละเส้นจะต้องไม่เกิน 3 และระยะห่างระหว่างบาดแผลทั้งสองจะต้องไม่น้อยกว่า 1/6 ของเส้นรอบวงยาง
4. ข้อกำหนดการบด:
4.1 ความลึกของการเจียรจะต้องควบคุมที่ 1.5-2 มม. ผิวขัดหยาบ: RMA 3 ~ 5
4.2 การเบี่ยงเบนพื้นผิวการเจียร, ความเบี่ยงเบนของพื้นผิวการเจียรมงกุฎยางไม่เกิน 1MM °
4.3 ความกว้างของเม็ดมะยมขัดเงาต้องเท่ากับหรือน้อยกว่า 1/16 นิ้ว (2 มม.) ของความกว้างฐานของดอกยาง และขนาดดอกยางที่ใช้ต้องเป็นไปตามพารามิเตอร์ของยาง (รัศมีการเจียรของเครื่องต้อง ให้สอดคล้องกับพารามิเตอร์ของยาง)
ความปลอดภัย:
1. ก่อนขัดเงา ขจัดสิ่งแปลกปลอมที่มองเห็นได้ เช่น หิน ตะปู สกรู ฯลฯ
2.พองได้ไม่เกิน 15 psi (1.5 Kg/cm2)
3.แว่นตาป้องกันแรงงาน
4.ไม่อนุญาตให้สวมถุงมือและสวมเสื้อผ้าที่ใส่สบาย
5.ผมยาวต้องพันไว้
โปรดดูที่อุปกรณ์เครื่องเจียรแบบแมนนวล ทำความเข้าใจปัญหาด้านความปลอดภัยใดๆ
วัตถุประสงค์ในการผลิต:
1. การผลิตที่ปลอดภัย
2. มาตรฐานกระบวนการ เพิ่มประสิทธิภาพสูงสุด การผลิตยางหล่อดอกละเอียด
เวลาโพสต์: ส.ค.-06-2020